Формомасса (гипс литейный) Р.11.В050 серебро, медь 22,7 кг

Инструкция по применению формовочной массы Р.11.В050 для серебра, меди
Смешивание:
1. 1000 г формовочной смеси.
2. Вода 380 ~ 400 мл (температура воды около 22 ℃).
3. Налейте воду в смесительную камеру, затем добавьте формомассу.
4. Перемешивать в течение 3,5 ~ 4 минут.
5. Разлейте смесь по опокам, затем начните вакуумировать 1,5 ~ 2 минуты.
6. Выньте опоки и подождите 60 ~ 120 минут, прежде чем обжечь их.
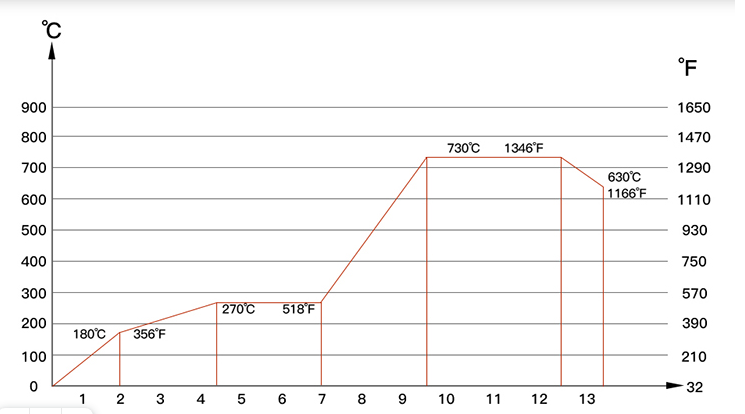
Отжиг.
1. Поставьте опоки в печь, увеличьте температуру до 270° в течение 60 минут и держите при температуре 270° 180 минут.
2. Плавно повысьте температуру с 270 ℃ до 730 ℃ за 150 минут.
3. Держите при температуре 730 ℃ в течение 180 минут.
4. Начинайте заливку металла, когда температура снизится примерно до 630 °.
Решение распространенных проблем
1. Заусенец или выступающая кромка.
Неправильная скорость смешивания воды и формомассы или неправильное хранение её. Температура в разогретой печи повышалась слишком быстро.
2. Не полностью пролитые изделия.
Литейный канал воскового дерева слишком мал, не полностью выжженная восковая форма. Слишком низкая температура опоки во время заливки металла, слишком низкая температура металла во время литья или недостаточный вес металла.
3. Не гладкая поверхность литейных изделий
Не полностью обожженная восковая форма с углеродсодержащими материалами внутри, плесень, температура в печи слишком высока.
4. С крошечными отверстиями на поверхности.
Температура металла слишком высока, а также температура опоки слишком высока. Избыток старого металла, подмешанного в литейный металл (должно быть вдвое меньше), при плавке добавляется слишком много флюса.
5. Мелкие частицы на поверхности.
Температура в печи слишком высокая. В металле есть какие-то крошечные частички, на опоках ржавчина.
6. Шероховатая поверхность.
Неполное смешивание воды и формомассы, неправильная пайка воскового дерева, недостаточное время перемешивания или слишком быстрое повышение температуры. Температура депарафинизации составляет более 150 ℃, что приводит к коррозии поверхности литейного металла.
Примечания: процедура литья обычно начинается с перехода от высокотемпературного металла к низкотемпературному. Графит имеет склонность к влагопоглощению, перед отливкой его следует соответствующим образом просушить.